
Enter your PCB specifications, upload your BOM then define your Assembly details to get an instant quote online.

Special offers on your 1st, 4th and 7th Bare Board or PCB-Assembly orders

Get Quotes on a variety of board types.

Click to watch a Quick Video on how to get an instant full turnkey quote within minutes.






PCB Trace Technologies Inc. is your single-window shop for any type of Printed Circuit Board Manufacturing and Full Turnkey PCB Assemblies in USA. Our expertise and specialization are in Engineering Prototypes, high layer count PCBs, and the entire extent of Electronics Manufacturing Services. We build every PCB to the top-quality standards. This includes Rigid PCBs, Flex PCBs, Rigid-Flex PCBs, and HDI PCBs. We build All PCBs and assemblies complying with ISO 9001:2015, ISO 13485:2016, J-STD-001, IPC-A-610E Our Electronic Assembly Services are unmatched in quality, speed, and workmanship. From bare circuit boards to final assemblies to box builds, PCB Trace Technologies Inc. is your premier single-window shop. We offer the most competitive pricing in the industry with a complete commitment to total customer satisfaction.
Contact us today for any type of PCB requirement for your project. As an eminent PCB manufacturer, PCB Trace offers a full gamut of services.
We offer a complete design service, starting from schematic capture, Bill of Materials generation, and printed circuit board layout.
Depending on your application, we will help you with PCB material selection so that your board performs to the optimum level. Whether your application requires high-frequency materials, low-frequency materials, high Tg, or low Dk, we will select the most effective material that will give you the best performance.
At PCB Trace, we understand your requirement of prototypes before you commit to full-scale manufacturing quantities. We will provide you with prototypes so that your design team can prove their concept in reality. We will also provide you with a free DFA/DFM report so that your design team can optimize their design to achieve a smooth production session.
Our state-of-the-art PCB fabrication machinery offers you the highest quality and reliable printed circuit boards. We optimize your boards for signal integrity for high-frequency coverage or heavy copper for high current requirements. Whether your requirement is for single-sided, double-sided, multi-layered, or HDI PCBs, we have you covered.
As a part of printed circuit board complete solutions production unit in the USA, PCB Trace also offers the latest PCB assembly services for the board we have manufactured for you. We offer partial or full turnkey assembly services.
Under partial turnkey services, we accept the components you offer and purchase the balance to begin the assembly.
Under full turnkey services, we purchase all the components listed in your BOM and begin the assembly.
We offer assembly services for all components, whether Through Hole Technology (THT) or Surface Mount Technology (THT). For soldering THT components, we use a solder bath, and for SMT components we use a reflow machine. We can use leaded or lead-free solder as your application demands.
As a highly effective PCB supplier, you will find our PCB assembly costs the most affordable on the market. This is because we use the latest technology for assembling and soldering your boards.
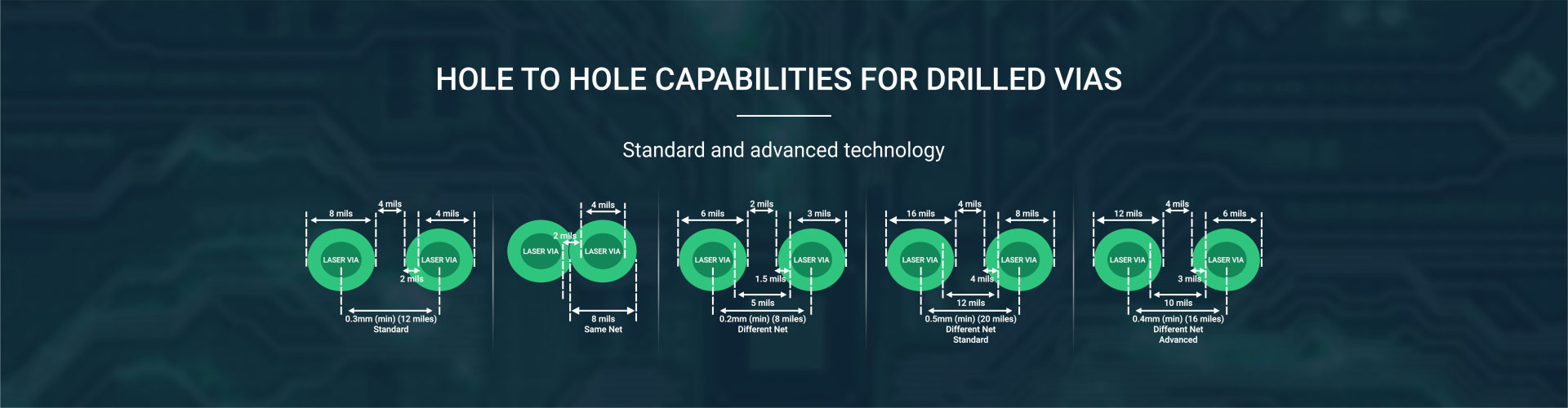
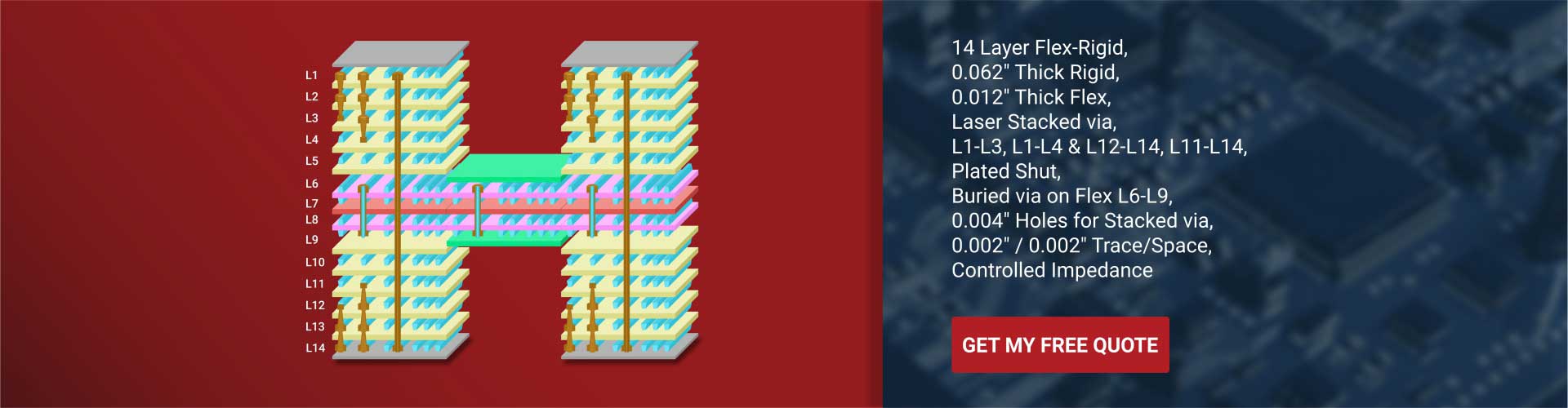
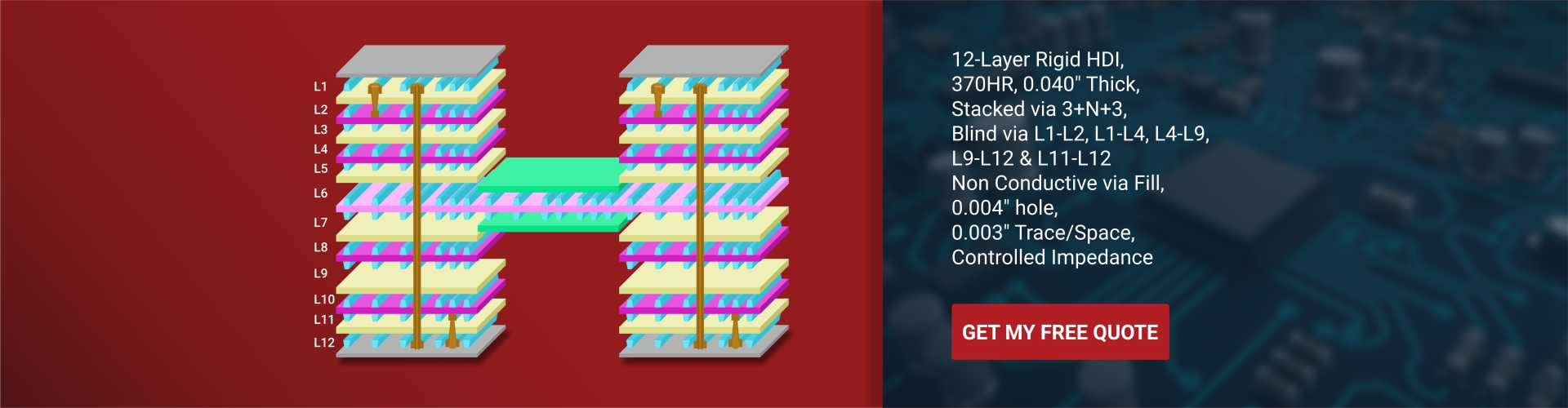
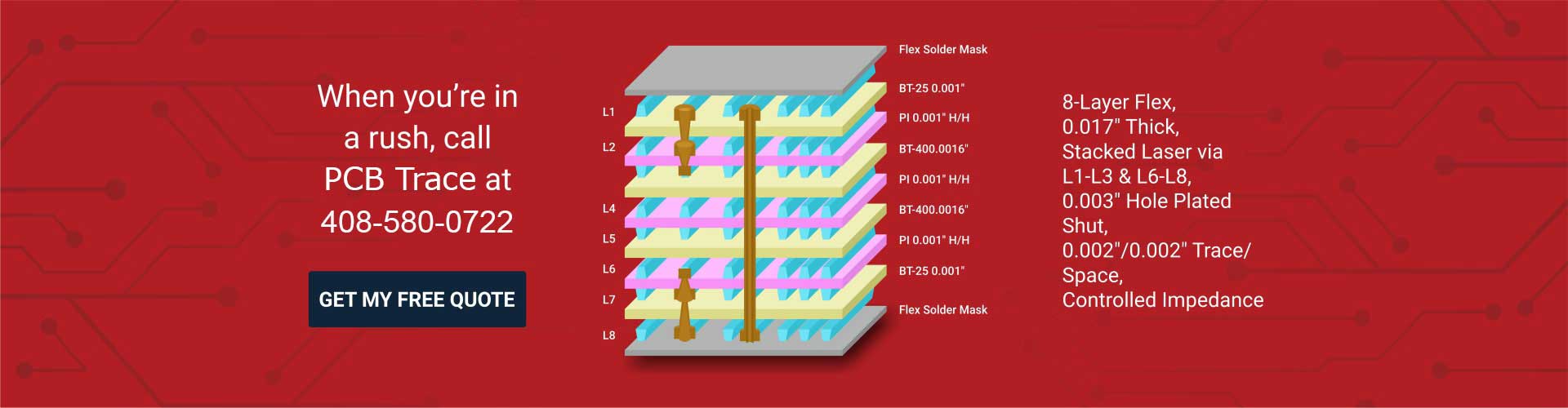
PCB Trace Technologies Inc. specializes in higher layer count PCBs, exotic materials, laser drill micro-vias, blind/buried vias, as well as conductive and non-conductive via fill.
Our staff engineers work with you, our customer, throughout the initial design and development process to ensure manufacturability, product quality, and consistency.
Our quote includes:
Our quote does not include:
Please call or email if you have special requirements.
When considering turn-around times, our work hours are regular business days. We exclude all holidays and weekends.
Your completed files must be available at PCB Trace Technologies Inc the day before your kit arrives, and your turn-time starts at noon on the day your kit arrives.
When we notice a shortage, we have two options. Based on your decision, we can:
A. Notify you and wait until you ship us the part to complete the order.
B. Complete the order without that part and allow you to manually place it yourself when you receive the boards.
To maintain the maximum flexibility and keep costs down as far as possible, we do not inventory your parts prior to processing the job. We’re an assembly house; we depend on you to supply the right quantity of the right parts. Please make sure you supply the correct parts. Even on a ten-day order, we may not notice a shortage until the day before the shipping date.
If you find an issue with our workmanship within 90 days, we would be happy to evaluate and repair your assemblies, at no charge.
Normally, we require an RMA for returns. Prior to any return shipping, please contact us for an RMA number.
3 pcs 5 days 2 Layers, $10.00 ea / 4 Layer $20.00 ea – See New customer special page for more details.
$1500.00 Off to new customer for PCB/PCBA order. Max credit $500.00 per order.
Project Manager
Senior Design Engineer
PCB Design Specialist
Design Engineer
Senior Engineer
Design Engineer
Engineering Manager
Senior Project Manager
Senior Project Manager
Senior Design Engineer
Manager NPI
Senior Design Engineer
Design Engineer
PCB Trace Technologies Inc. specializes in higher layer count PCBs, exotic materials, laser drill micro-vias, blind/buried vias, as well as conductive and non-conductive via fill.



 Watch Video
Watch Video